電話:0317-5620011 0317-5969916
傳真:0317-5969919
手機:15075703111 13603172805
聯(lián)系人:齊經(jīng)理
郵箱:15075703111@163.com hhxt01@126.com
網(wǎng)址:m.xmcmkz.com
地址:黃驊市常郭鎮(zhèn)齊趙村工業(yè)區(qū)
低溫儲罐的幾種儲存形式和低安裝工藝特點
[一]、LNG低溫儲罐的幾種儲存形式
目前,國內(nèi)外常用的低溫儲罐有常壓儲存、子母罐帶壓儲存及真空罐帶壓儲存三種方式。采用哪種儲存方式,主要取決于儲存量的大小。
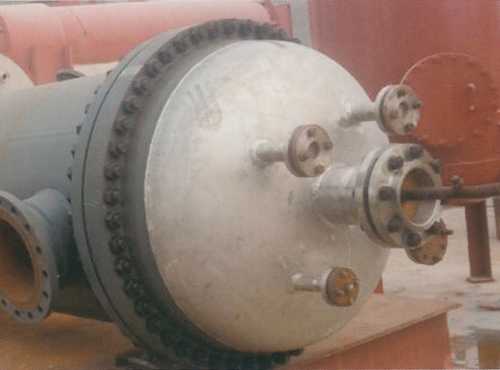
①真空罐
真空罐為雙層金屬罐,內(nèi)罐為耐低溫的不銹鋼壓力容器,外罐采用碳鋼材料,夾層填充絕熱材料,并抽真空。真空罐是在工廠制造試壓完畢后整體運輸?shù)浆F(xiàn)場。
LNG總儲存量在1000m?以下,一般采用多臺真空罐集中儲存,目前國內(nèi)使用的真空罐單罐容積較大為150m?。真空罐工藝流程比較簡單,一般采用增壓器給儲罐增壓,物料靠壓力自流進入氣化器,不使用動力設(shè)備,能耗低,因此國內(nèi)外的小型LNG氣化站基本上全部采用真空罐形式。
②子母罐
子母罐的內(nèi)罐是多個耐低溫的不銹鋼壓力容器,外罐是一個大碳鋼容器罩在多個內(nèi)罐外面,內(nèi)外罐之間也是填充絕熱材料,夾層通入干燥氮氣,以防止?jié)窨諝膺M入。子母罐的內(nèi)罐在工廠制造、試壓后運到現(xiàn)場,外罐在現(xiàn)場安裝。
儲存規(guī)模在1000m?到5000m?的儲配站,可以根據(jù)情況選用子母罐或常壓罐儲存,由于內(nèi)罐運輸要求,目前國內(nèi)單臺子罐較大可以做到250m?,采用子母罐的氣化工藝流程與真空罐大致相同,由于夾層需要通氮氣,裝置中多了一套液氮裝置。
焊接的能量來源有很多種,包括氣體焰、電弧、激光、電子束、摩擦和超聲波等。此種焊接會給操作者帶來一定的危險,所以在進行焊接時采取適當(dāng)?shù)姆雷o措施。焊接給人體可能造成的傷害包括燒傷、觸電、視力損害、吸入有毒氣體、紫外線照射過度等。但是超聲波焊接技術(shù)完善了這些不足之處,所以能得到廣泛的應(yīng)用。
19世紀(jì)末之前,唯一的焊接工藝是鐵匠沿用了數(shù)百年的金屬鍛焊。較早的現(xiàn)代焊接技術(shù)出現(xiàn)在19世紀(jì)末,先是弧焊和氧燃氣焊,稍后出現(xiàn)了電阻焊。20世紀(jì)早期,一次世界大戰(zhàn)和二次世界大戰(zhàn)中對軍用設(shè)備的需求量很大,與之相應(yīng)的廉價可靠的金屬連接工藝受到重視,進而促進了焊接技術(shù)的發(fā)展。20世紀(jì)下半葉,焊接技術(shù)的發(fā)展日新月異,激光焊接和超聲波焊接被開發(fā)出來。,焊接機器人在工業(yè)生產(chǎn)中得到了廣泛的應(yīng)用。研究人員仍在深入研究焊接的本質(zhì),繼續(xù)開發(fā)新的焊接方法,并進一步提高焊接質(zhì)量。
搪瓷罐經(jīng)900℃高溫焙燒,冷卻后搪瓷與鋼板粘結(jié)在一起。低溫儲罐由于搪瓷的線膨脹系數(shù)和延伸率小于鋼板,因此冷卻后搪玻璃的變形量小于鋼板的變形量,搪瓷受到鋼板的約束產(chǎn)生壓應(yīng)力。搪瓷罐制成后,其搪玻璃即存在預(yù)壓縮應(yīng)力,而鋼板則存在預(yù)拉伸應(yīng)力。由于預(yù)應(yīng)力與線膨脹系數(shù)和延伸率相關(guān),線膨脹系數(shù)和延伸率與溫度又密切相關(guān),因此搪瓷罐的工作溫度對搪瓷罐的使用影響很大。如果因溫度變化大而使搪瓷產(chǎn)生的應(yīng)力超過其使用應(yīng)力,搪瓷將被破壞。因此搪瓷罐搪瓷層遇冷、熱急變,極易爆瓷。因此搪瓷罐有耐溫限制:溫度200℃,耐溫急變:冷沖擊<1IO~C,熱沖擊<120℃。低溫儲罐投料時物料溫度與罐體溫差太大以及升溫時蒸汽過猛、降溫太急也能導(dǎo)致爆瓷。因此搪瓷罐在使用中升、降溫要緩慢、均勻,分級冷卻。
[二]、低溫儲罐安裝工藝特點
總體工藝:罐壁采用倒裝法施工、罐頂氣舉法施工。
1、低溫儲罐罐頂施工特點:
.1、預(yù)制:
低溫儲罐外罐罐頂在搭設(shè)起的臨時架臺上進行安裝焊接,先進行是架臺的搭設(shè),然后為罐頂鋼結(jié)構(gòu)的組裝焊接,較后為罐頂板的組對焊接,液化天然氣儲罐外罐頂?shù)牡跹b采用150噸的履帶吊。
罐頂鋼結(jié)構(gòu)應(yīng)在罐頂臨時支撐架臺搭設(shè)完成后進行。罐頂鋼結(jié)構(gòu)中心環(huán)應(yīng)在地面進行預(yù)制、檢查,確認(rèn)合格后,安裝在中心柱上,在中心環(huán)上標(biāo)出各鋼結(jié)構(gòu)骨架的安裝位置。為了增強架臺的穩(wěn)定性應(yīng)采用兩臺吊車進行鋼結(jié)構(gòu)分組對稱安裝,應(yīng)在砼壁上劃出定位線,以控制罐頂鋼結(jié)構(gòu)的安裝位置。在安裝每組鋼結(jié)構(gòu)子骨的連接環(huán)梁時無須定位板,間隙為零可直接安裝在主骨和子骨上。鋼結(jié)構(gòu)的焊接應(yīng)采用隔組焊接的方式。在焊接好的各組鋼結(jié)構(gòu)間安裝子骨,這時安裝鋼結(jié)構(gòu)間連接環(huán)梁要用定位板,間隙為1-2mm,鋼結(jié)構(gòu)的焊接仍采用隔組焊接的方式。
吊頂板在二級底板安裝焊接完成即可進行。
在二級罐底上安裝臨時架臺用于吊頂?shù)陌惭b。將預(yù)制成塊的吊頂板運進罐內(nèi),按照施工圖中的位置從中心向四周的方向進行安裝。安裝時應(yīng)注意環(huán)板和分割板的孔的方向。在吊頂板及其環(huán)板、分割板和加固環(huán)焊接完成后就可用吊桿將吊頂板與外罐頂?shù)牡跫艿倪B接成一個整體。
1.2、低溫儲罐罐頂舉升拱頂?shù)臍馀e作業(yè)是儲罐施工中非常重要的一項作業(yè)。并且氣舉作業(yè)中的手段材非常大,所以要提前準(zhǔn)備預(yù)制工作,如鋼絲繩的支架和滑輪、導(dǎo)向滑輪支架,臨時內(nèi)罐密封板、臨時施工口、風(fēng)道和密封膠布等等,其中有許多的附件要在氣舉之前裝入吊頂之內(nèi),技術(shù)人員要詳細參閱圖紙,不要少項,并且這些附件要在氣舉之前預(yù)制、安裝完成。
在試升頂?shù)幕A(chǔ)上,確認(rèn)對正式升頂無障礙后,開始正式升頂,正式升頂應(yīng)選擇在好的天氣下進行。
在較終檢查完后,各有關(guān)人員就位于指定位置。然后開始打開1號鼓風(fēng)機,開始升壓,當(dāng)罐內(nèi)壓力達到上升壓力后,調(diào)整鼓風(fēng)機的風(fēng)門,使其達到上升速度(30mm/min),當(dāng)密封帶通過2號鼓風(fēng)機的風(fēng)道后,啟動2號鼓風(fēng)機,另外調(diào)整1號鼓風(fēng)機的輸出風(fēng)門,使其達到50mm/min的速度,當(dāng)通過兩重門后將上升速度提高到100mm/min,當(dāng)通過臨時施工口后,將速度提高到(150-200)mm/min。
低溫儲罐罐頂開始上升時,罐內(nèi)的檢查人員要仔細檢查罐頂上升中有無障礙,在罐頂上升過程中仔細確認(rèn)罐頂?shù)乃蕉群推胶舛取_€要確認(rèn)罐內(nèi)的壓力和上升速度。
鼓風(fēng)機班要經(jīng)常監(jiān)視鼓風(fēng)機的動作狀況(電流、風(fēng)門大小等)。測量班應(yīng)隨時報告罐頂?shù)纳仙恢谩?/span>
當(dāng)罐頂將要到達上部臨時壁板前,慢慢降低罐頂上升速度,檢測罐頂與壓力環(huán)(外罐壁與罐頂?shù)倪B接構(gòu)件)的安裝位置是否正確,如錯位可用杠桿式調(diào)節(jié)楔、千斤頂?shù)葋碚{(diào)整位置。調(diào)整后即可讓罐頂與壓力環(huán)搭接,然后固定焊接。
2、內(nèi)罐罐底施工特點
2.1、底板鋪設(shè):
內(nèi)罐底板應(yīng)在內(nèi)外罐底間環(huán)梁保溫結(jié)束后進行,因此時外罐頂已安裝焊接完畢,內(nèi)罐底板只能從臨時施工口運入,因此應(yīng)在施工口處搭設(shè)運板滑道,將底板運入罐內(nèi),底板在罐內(nèi)的運輸采用自制的運板車進行。在運輸過程中,由于罐底已鋪設(shè)了保溫用的玻璃磚及干砂,所以為了不破壞砂面及防止碾壓碎保溫用的玻璃磚,在作業(yè)人員的腳下和車輪下放鋪設(shè)臨時板。如果微小破壞沙面水平處,立即復(fù)原,才能繼續(xù)施工。
2.2、邊緣板安裝:低溫儲罐內(nèi)罐邊緣板采用對接焊,因此內(nèi)罐邊緣板應(yīng)在由三腳架搭起的平臺上進行組裝,以便于進行X射線探傷。安裝要點為幾何尺寸的控制與調(diào)整。
考慮到邊緣板各自焊縫的橫向收縮變形和角焊縫焊接縱向收縮變形對邊板的影響,為保證罐體幾何尺寸,組裝時邊緣板安裝半徑應(yīng)適當(dāng)放大。
按放大后的尺寸在環(huán)梁上劃出邊板安裝位置線,其墊板可先行鋪設(shè),亦可把墊板點到邊板上,按位置線順時針安裝邊緣板,留出一張調(diào)整板,安裝時注意坡口的間隙為外周小間隙,內(nèi)周大間隙,邊板組裝后進行點焊,點焊長度為80毫米/300毫米,點焊時按規(guī)定清理坡口和預(yù)熱,同時安裝焊縫引出板和安裝防變形的固定卡具。 防變形工卡具、眼塊與底板滿焊牢固,工卡具間距為200毫米。引出塊坡口與邊緣板坡口相同。
邊緣板一周安裝完畢,工卡具固定牢靠,清理坡口,按規(guī)定預(yù)熱,由多名焊工,每名焊工一道焊縫或幾道,焊工均布一周,同時對稱的進行焊接。焊接方向從內(nèi)向外進行,把收尾焊縫焊到引出板上,焊縫位置為從邊緣板外側(cè)向內(nèi)側(cè)300毫米長。
先打底焊300毫米,PT探傷合格后將300毫米長焊縫焊完。按要求每條焊縫的外端300毫米內(nèi)進行射線探傷合格后,即可以安裝壁板。余下的焊縫待第三節(jié)或第四節(jié)板安裝焊接結(jié)束后,大角焊縫焊接完再進行焊接,焊接時用砂輪打磨已焊焊縫,端部成一斜坡形凹槽,便于以后接頭。
在完成邊緣板上罐壁板安裝垂直部位300mm的焊接,確認(rèn)其合格后,將邊緣板沿順時針方向依次吊起,撤除底部臨時架臺,使邊緣板落到環(huán)梁上,然后對邊緣板外徑進行測量是否是正圓,若不是正圓應(yīng)重新起吊、下落。
300毫米焊縫焊完后,原組對安裝的工卡具不允許拆掉,直到邊板所有焊縫焊完后才能拆除。
3、罐壁施工特點:罐壁施工為正裝法,安裝方式與以往低溫儲罐施工相同,只是需要在一節(jié)壁板預(yù)留施工口,此處壁板在組對時不安裝。
3.1、施工口的預(yù)留壁施工口在一節(jié)壁板組立時,在底板上標(biāo)出準(zhǔn)確位置,壁板組立時,按照正常施工,只是施工口處的壁板只用工卡具固定,不進行焊接。待二節(jié)和第三節(jié)內(nèi)壁板組焊結(jié)束后再進行拆卸,1H及角焊縫施工口兩側(cè)300mm范圍內(nèi)留下不焊接,在施工口周圍3個方向上安裝補強材,注意水平補強材和縱向補強材之間不得留有間隙,在縱向補強材和邊板之間不得有間隙,補強材和外部側(cè)板用龍門板及斜楔拉合,焊接側(cè)板和補強材,用臨時吊車起吊施工出入口,卸除對接夾具,折除施工口,因為從內(nèi)外槽間搬出,所以可以臨時撤去內(nèi)外槽的腳手架。
3.2、施工口的組裝低溫儲罐外罐施工口的組裝,確認(rèn)罐內(nèi)施工已完成,附件均已安裝完畢,并且內(nèi)外罐施工口板亦已運到罐內(nèi),撤出不必要的器具。此時可以進行砼壁施工口的澆筑施工,砼壁施工口澆筑完成后,開始外罐施工口的組裝。用臨時吊車起吊施工口,由內(nèi)壁施工口拉入吊起,將施工口壁板貼緊砼壁,組立到安裝位置,完成焊接。
內(nèi)壁施工口的組裝,由于內(nèi)壁施工口會發(fā)生若干變形縮小,因此,需測定各尺寸,沿此尺寸加工施工口板,用臨時吊車起吊施工口,實施對接。組對完成后,按立縫―1H―大角縫的順序進行焊接,檢查合格后,將托架式腳手架及其它施工機具搬出,完成施工口的安裝。
上一篇:低溫儲罐置換方案跟安裝對接口的密封性能
|
相關(guān)產(chǎn)品
|
相關(guān)內(nèi)容
|